在信息化浪潮席卷全球的今天,網絡系統作為支撐現代社會經濟運行的“數字血管”,其重要性日益凸顯。南充科技職業學院順應時代發展,開設的網絡系統集成專業,正是致力于培養這一關鍵領域的技術技能人才,為區域乃至國家的數字化建設注入新鮮血液。
一、專業定位:緊貼產業需求的實用型人才培養
南充科技職業學院網絡系統集成專業,立足于服務川東北地區及成渝雙城經濟圈的產業發展需求。專業培養目標明確:旨在使學生掌握計算機網絡系統的規劃、設計、實施、管理與維護等核心知識與技能。畢業生能夠勝任網絡工程師、系統集成工程師、網絡管理員、網絡安全運維等崗位,成為企業信息化建設中“既懂技術,又懂應用”的復合型人才。
課程體系設計注重理論與實踐深度融合。核心課程通常包括:計算機網絡基礎、網絡操作系統(如Windows Server與Linux)、交換與路由技術、網絡綜合布線、網絡安全技術、云計算與虛擬化、網絡系統集成項目實踐等。通過模塊化的課程設置,學生能夠系統性地構建從底層布線到頂層應用、從設備配置到安全防護的完整知識鏈。
二、核心優勢:實訓為本,能力導向
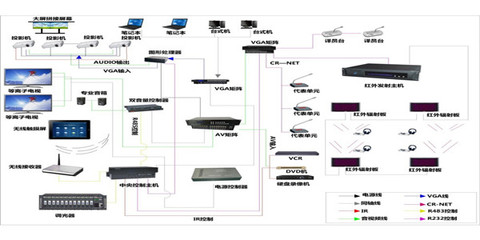
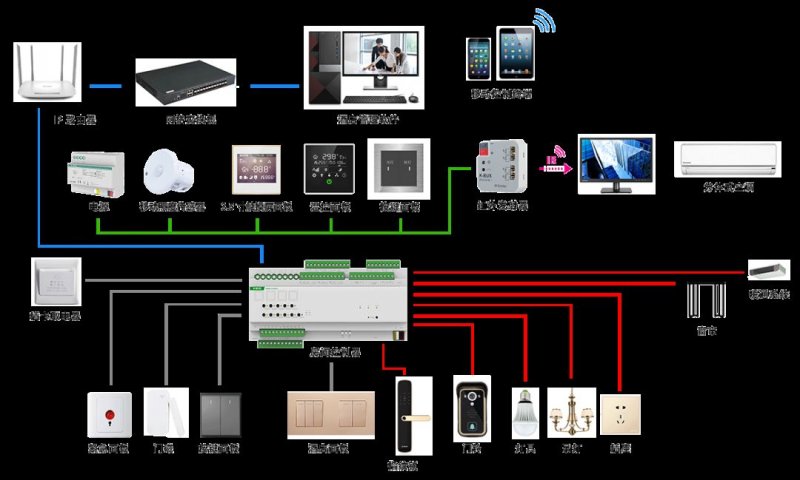
該專業的一大特色在于其強大的實踐教學體系。學院深知網絡技術是一門“動手”的學問,因此投入建設了先進的網絡技術實訓室。實訓室模擬真實的企業網絡環境,配備了主流品牌的交換機、路由器、防火墻、無線控制器、服務器等設備,以及網絡協議分析、網絡仿真等軟件平臺。
學生在這里可以完成從制作網線、配置VLAN和路由協議,到搭建企業級網絡、部署網絡安全策略、實施服務器虛擬化等一系列實戰項目。通過“做中學,學中做”,學生不僅鞏固了理論知識,更錘煉了解決實際問題的工程能力。學院積極推行“1+X”證書制度,鼓勵學生在校期間考取華為HCIA、銳捷RCNA、新華三H3CNE等行業權威認證,提升就業競爭力。
三、校企合作:打通從校園到職場的“最后一公里”
南充科技職業學院積極拓展與本地及成都、重慶等地信息技術企業的合作。通過建立校外實習基地、引入企業工程師參與教學、共同開發實訓項目等方式,將行業最新技術動態和崗位標準引入課堂。學生有機會參與企業真實的網絡升級、數據中心搬遷等項目實習,提前熟悉工作流程與企業文化。這種深度的產教融合,確保了人才培養與市場需求的同頻共振,顯著提高了畢業生的崗位適應能力和就業質量。
四、發展前景:在數字浪潮中揚帆遠航
隨著“新基建”、“東數西算”等國家戰略的深入推進,以及5G、物聯網、人工智能等技術的普及,社會對網絡基礎設施的依賴性空前增強,對網絡系統集成與運維人才的需求持續旺盛。畢業生就業面廣闊,可進入各類企事業單位的信息中心、網絡公司、系統集成商、互聯網企業、電信運營商等,從事網絡規劃設計、系統集成實施、網絡運維管理、云計算平臺支持等工作。職業發展路徑清晰,可逐步向網絡架構師、技術經理、網絡安全專家等高級職位邁進。
###
南充科技職業學院網絡系統集成專業,以其精準的定位、扎實的實訓、緊密的校企合作,為學生搭建了一座通向數字未來的堅實橋梁。選擇此專業,意味著選擇了一條與時代脈搏共同跳動的技術之路。在這里,學生將親手編織連接世界的網絡,成為支撐智能社會不可或缺的“基石工程師”,在廣闊的數字化天地中,實現個人價值與社會貢獻的統一。